 Your Position: Home > Application
Your Position: Home > Application
 Phone/Wechat
Phone/Wechat
+86-18538591025
 ADDRESS
ADDRESS
Xisihuan Ring-Road East, Tielu, Xiliu Lake sub-district, Zhongyuan District, Zhengzhou, Henan China
Industrial peristaltic pumps are ideal for heavy duty operations on intermittent or continuous duty cycles. They are a simple to use, easy to control, versatile and reliable way to pump liquids.
Peristaltic pump application:


Peristaltic pump advantages:

We are professional peristaltic pump manufacturer, which can customized the different pressure and flow peristaltic pump according to the customer requirement. Working pressure from 0.6~3Mpa, output from 0.01~50m3/h, NR, NBR and EPDM squeeze hoses are available options for customization.

You are welcome to tell us your project, required output and pressure, then suitable design of peristaltic pump will be offered by our professional engineers. Email: sales@leadcrete.com.
 contacts
contacts
email:
sales@leadcrete.com
Phone/WhatsApp/Wechat:
86-18538591025
Import&Export Dept.:
86-371-63902781
fax:
86-371-63526676
address:
Xisihuan Ring-Road East, Tielu, Xiliu Lake sub-district, Zhongyuan District, Zhengzhou, Henan
China
Solution

Talking about the outstanding features of cast-in-place foam concrete

Cast-in-place foam concrete is a new type of engineering field material developed in recent years; it has the characteristics of light weight, good fluidity, strong durability, low cost and simple construction.
What’s the purpose of grouting?
The purpose or aims of grouting includes: 1. Seepage control; 2. Water plugging, 3. The consolidation; 4. To prevent landslide; 5. To reduce surface subsidence; 6. Improve the foundation bearing capacity; 7. Backfill; 8. Reinforcement.




 get in touch
get in touch
Copyright Notice © 2014 Zhengzhou Lead Equipment Co.,Ltd. All rights reserved.Site Index Product Index
 +86-18538591025
+86-18538591025 sales@leadcrete.com
sales@leadcrete.com 中文
中文 English
English (Live chat)
(Live chat)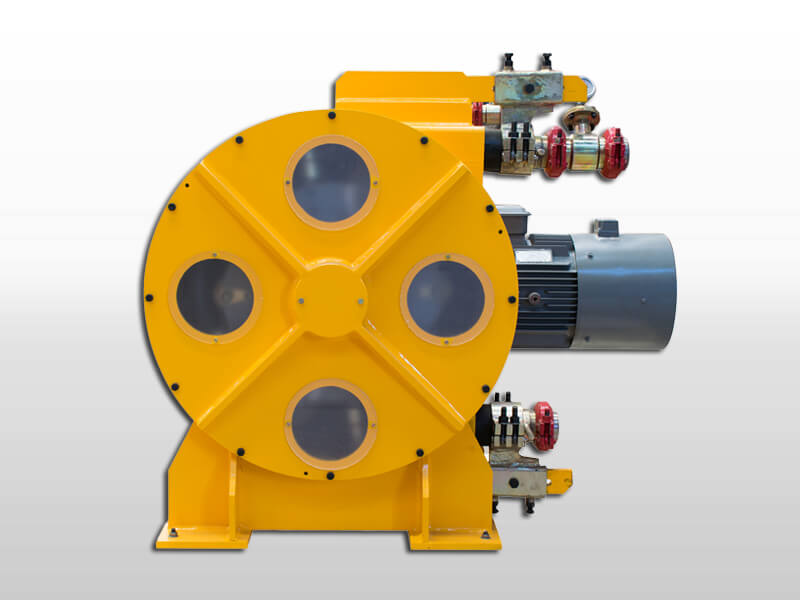
.jpg)

.jpg)

 Whatsapp
Whatsapp