Peristaltic pumps are successfully used in thickener discharge for: Gold and silver leach plants (cyanide slurries) Copper and base metal concentrators Iron ore processing Coal tailings management Mineral sands and heavy media recovery
Peristaltic (hose) pump is a highly suitable and commonly used solution for pumping sludge containing fines and brine, especially in harsh or corrosive environments. This technology offers reliability, low maintenance complexity, and excellent chemical/abrasion resistance—making it a top contender for this challenging application.
When selecting a peristaltic pump for pumping mortar (a thick, abrasive mixture of cement, sand, and water), the focus must be on abrasion resistance, pressure handling, and durability to manage the challenges of mortar’s viscosity, particle size, and alkaline nature.
Peristaltic pumps are very well-suited for many ceramic slip transfer applications, particularly where gentle handling, ease of maintenance, self-priming, and handling of abrasive slurries are priorities. Their main drawbacks are tubing wear (a consumable cost) and pressure/flow limitations compared to some other pump types (like progressive cavity pumps).
Hose peristaltic transfer pump ideal applications: A hose peristaltic pump excels in scenarios where traditional piston or screw pumps struggle: Specialty & Confined Space Placement: Pumping into narrow forms, complex geometries, or tight access areas where maneuvering a traditional pump’s boom/pipe is difficult. Grouting & Anchoring: Pumping cementitious grouts, micro-piles, soil stabilization, and rock annotation. Concrete Repair & Refurbishment: Mortars, shotcrete (when equipped with an acceleration nozzle), resurfacing materials, and patch repairs. Precast & Architectural Concrete: Smaller-scale production of countertops, panels, and decorative precast elements. Fiber-Reinforced Concrete (FRC): Handles fibers significantly better than piston pumps prone to valve clogging. Low-Volume Projects: Jobs where the high setup cost and complexity of a large piston pump aren’t justified. Abrasive/Corrosive Mixes: Applications where component wear from abrasive aggregates or corrosive additives is a major concern.
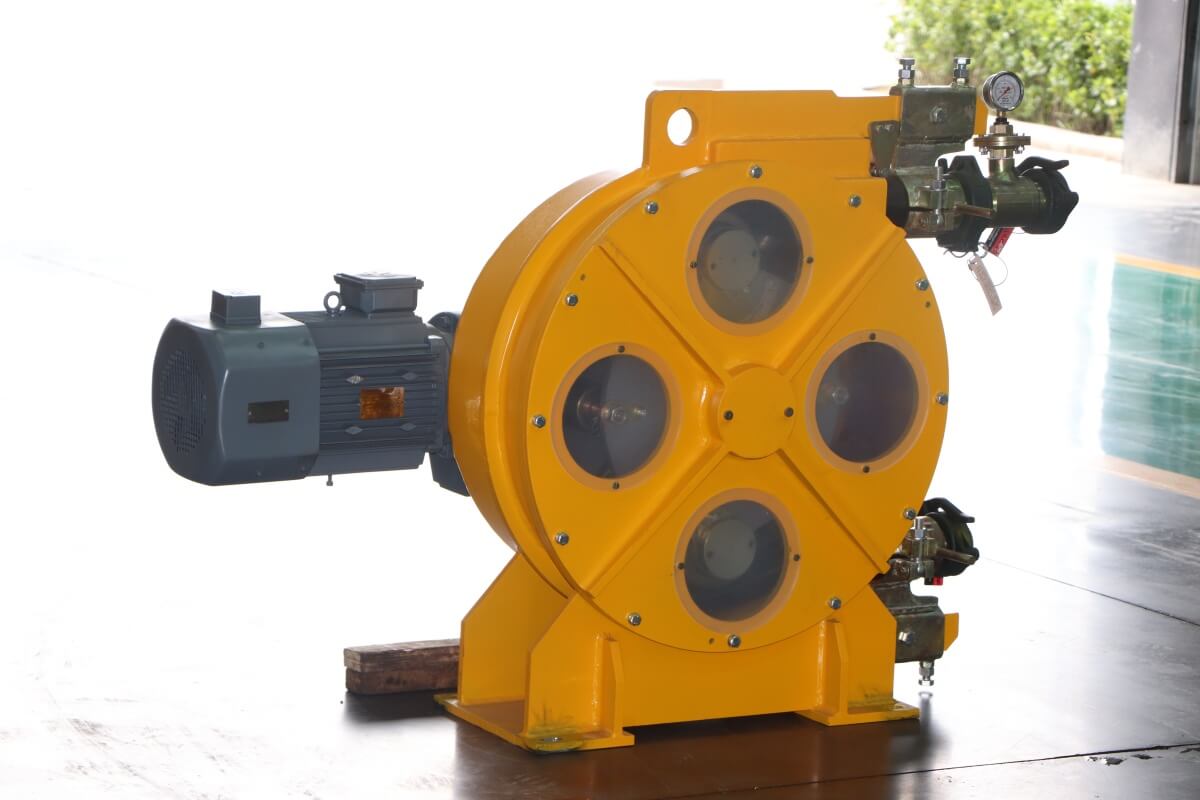
A peristaltic squeeze pump for concrete (also called a concrete hose pump or squeeze pump) is a specialized positive displacement pump designed to reliably transport abrasive, viscous, or coarse concrete mixes.
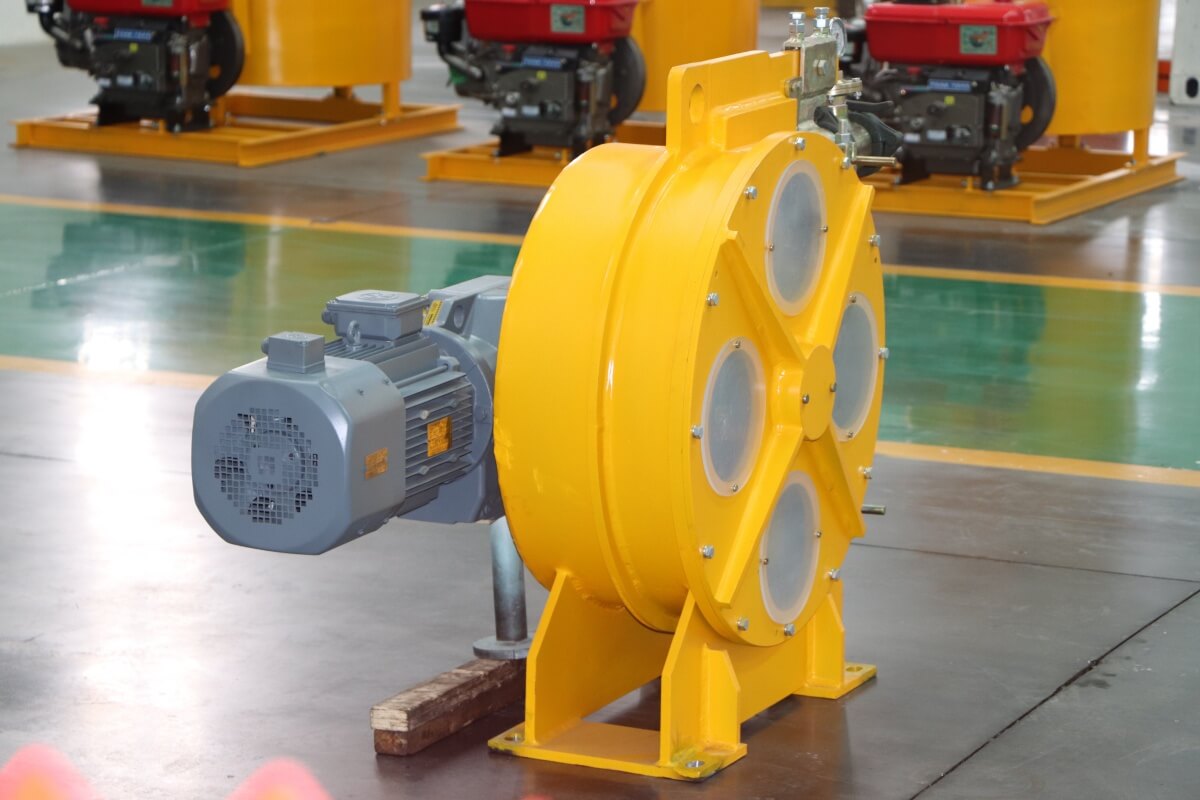
A Large Flow Hose Peristaltic Pump is designed to handle higher flow rates and larger volumes of fluid compared to standard peristaltic pumps. These pumps are ideal for applications requiring significant throughput while maintaining the benefits of peristaltic pumping technology, such as gentle handling of shear-sensitive fluids, high abrasion resistance, and precise metering.
An Industrial Grade Peristaltic Pump is a specialized piece of equipment designed for robust and reliable performance in demanding industrial environments. These pumps are particularly well-suited for applications requiring the transfer of aggressive chemicals, slurries, viscous fluids, or any material that must be handled gently to preserve its integrity.
Hose pumps work on the principle of peristaltic action, where the hose is compressed in a wavelike manner to propel the fluid inside. This is achieved by using a rotor with pinch rollers that compress the hose against a stationary housing. As the rotor rotates, the pinch rollers sequentially compress the hose, creating a series of occlusion points that move along the hose, pushing the fluid forward. Hose Pumps for Slurry Grouting are a reliable and efficient choice for slurry grouting applications due to their abrasion resistance, ability to handle varying viscosities, self-priming capabilities, pulseless flow, and versatility. When selecting and maintaining a hose pump for slurry grouting, consider material compatibility, pump size and capacity, and maintenance requirements to ensure optimal performance.
Hose Peristaltic Type Concrete Pump Applications: Mining Industry: Used for transferring mineral slurries, tailings, and other mining-related slurries. Wastewater Treatment: Ideal for pumping sludge and other wastewater treatment plant by-products. Chemical Processing: Suitable for handling corrosive chemicals and abrasive slurries in chemical processing plants. Pharmaceuticals and Food Processing: Useful for transferring slurries containing biological or food-grade materials where hygiene is critical. Construction: Can be used for transferring concrete, grout, or foam concrete mixes.
A Hose Peristaltic Pump is an ideal solution for slurry transfer due to its unique design and operational characteristics. Slurries are mixtures of liquid and solid particles, often highly abrasive or corrosive, making them challenging to handle with conventional pump types.
*Please enter a message to us